



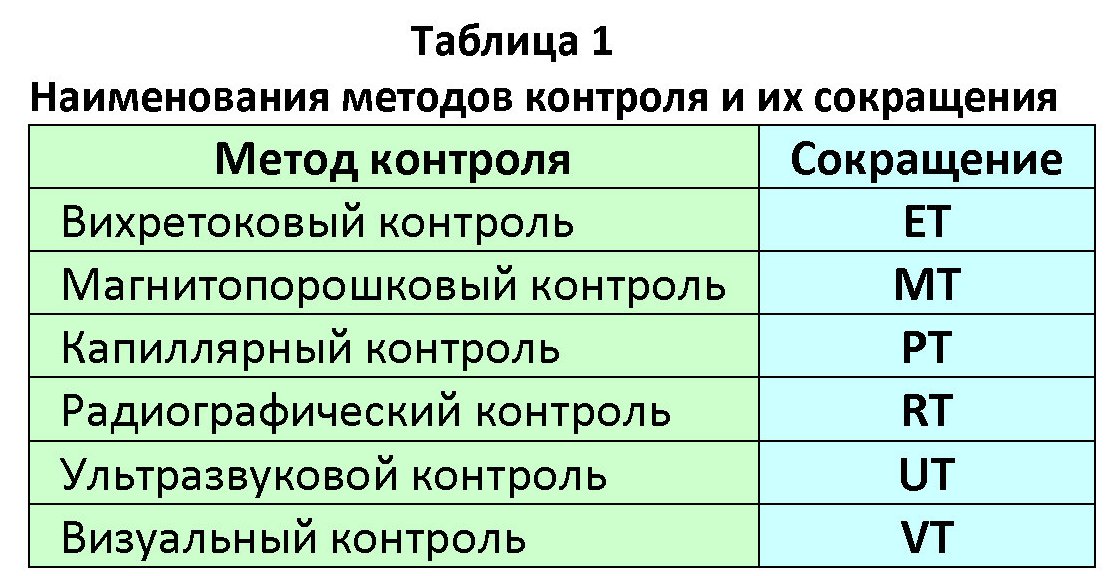
Визуально измерительный контроль сварных соединений и швов
Определение неразрушающего контроля дано в ГОСТ Р 56542-2019. Так называют услуги специалистов по исследованию материалов, узлов и т. д., которые проводятся для оценки их свойств, качества, целостности и характеристик. В отличие от разрушающих методик проверки обнаружение и локализация дефектов осуществляются такими способами, которые не ухудшают их эксплуатационный ресурс и не снижают надежность изделия. Правила неразрушающего контроля для сварных соединений (NDT) и для металлов в целом изложены в ГОСТ ISO 17635-2018. Данный стандарт перечисляет требования к проверке и оценке полученных результатов , а также регламентирует оформление акта и конечного заключения.
Виды неразрушающего контроля сварных соединений
Неразрушающий контроль для сварных швов включает в себя визуальный осмотр и несколько видов дефектоскопии. К последней относятся различные виды обследования металла с помощью электромагнитных и акустических волн и индицирующих жидкостей повышенной текучести. Выбор основной методики контроля зависит:
- от физических свойств металла заготовки и шва;
- типа и толщины сварного соединения;
- состояния поверхности заготовки и шва;
- особенностей технологии сварки;
- размеров и объема контролируемой детали;
- ряда других факторов.
Визуальный и измерительный контроль (ВИК). Это самый быстрый, дешевый и информативный способ проверки. С визуального и измерительного контроля начинается обследование сварного шва. В процессе внешнего осмотра проверяется качество:
- подготовки заготовок под сварку;
- выполнения сварочных швов;
- металла, из которого сделана деталь.
Визуальный контроль позволяет выявить видимые дефекты: заусенцы, вмятины, прожоги и т. п. Осмотр проводится как невооруженным глазом, так и оптическими приборами со значительным увеличением, например лупами, зеркалами, портативными фотоаппаратами-микроскопами. Результаты проверки заносятся в журнал. Проведение визуального и измерительного контроля регламентируется специальной инструкцией. Несмотря на кажущуюся простоту, ВИК проводится строго в соответствии с разработанной технологической картой, в которой перечисляется последовательность операций и способы их выполнения. К работам по визуальному контролю допускаются только квалифицированные специалисты, какие прошли аттестацию в соответствии с существующими правилами.
Магнитопорошковый контроль. Он является самым простым среди магнитных методов. Проведение работ осуществляется так. Сварную заготовку намагничивают, после чего ее обрабатывают магнитным составом – суспензией или порошком. Под влиянием поля намагниченные частицы выстраиваются вдоль силовых линий. В местах концентрации дефектов магнитное поле искажено, что можно видеть по образовавшимся рисункам в виде

цепочек. Метод нельзя назвать слишком точным. Его точность зависит от различных факторов: взаимного расположения силовых линий и дефектов, толщины шва и его поверхности и т. п. Для подготовки сварных деталей к магнитопорошковому контролю (намагничиванию, обработке и завершающему размагничиванию) используют магнитные дефектоскопы, например МД-4К/МД-4П.
Ультразвуковой контроль. Он более точен по сравнению с другими методами проверки и дает надежные результаты. Обязательную ультразвуковую проверку проходят сварные соединения трубопроводов, ответственные металлоконструкции, части авиадвигателей и т. п. Такой вид контроля позволяет выявить широкий спектр дефектов сварки, в том числе и те, которые не обнаруживаются другими способами. Метод основан на способности акустических волн высокой частоты (20 Гц и более) проникать в толщу металла и отклоняться либо отражаться при наличии неоднородных включений – дефектов. Полученные данные дают точную информацию о нарушениях структуры шва. Например, время прохождения волны определяет глубину залегания, а характер изменения амплитуды – примерный размер дефекта. Классификация ультразвуковых методов неразрушающего контроля изложена в ГОСТ 23829-85. При всем разнообразии таких методик все они делятся на две категории:
- пассивные, которые только принимают ультразвуковые волны;
- активные, использующие излучение ультразвука и его последующий прием.
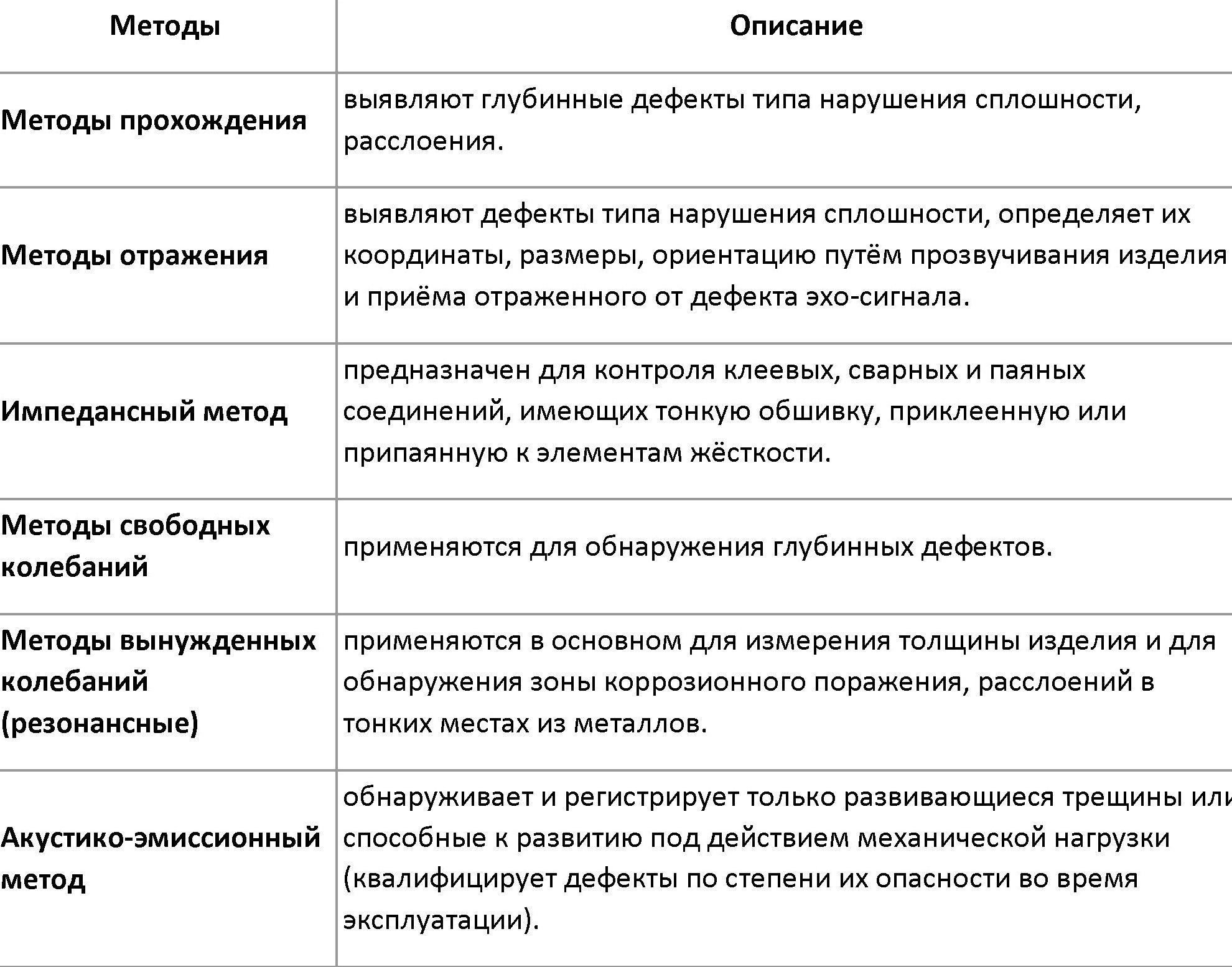
Метод ультразвукового контроля подбирается под конкретные задачи и тип дефектов в сварном шве.
Таблица 2. Методы ультразвукового контроля
Радиографический контроль. Принцип действия основан на способности рентгеновских или гамма-лучей проходить через твердые тела и изменять свою интенсивность в соответствии с плотностью структуры. Если деталь, через которую проходит излучение, имеет дефекты, это будет отражено на специальной фоточувствительной пленке, поставленной за объектом. Изучение полученного негатива позволит определить тип нарушений структуры и зоны их наибольшей концентрации. Основные требования к радиографическому контролю изложены в ГОСТ 7512-82. В нем перечислены дефекты, которые могут быть выявлены данным способом:
- прожоги и подрезы, характерные для некачественной сварки;
- трещины, поры, непровары, шлаковые включения в сварном соединении.
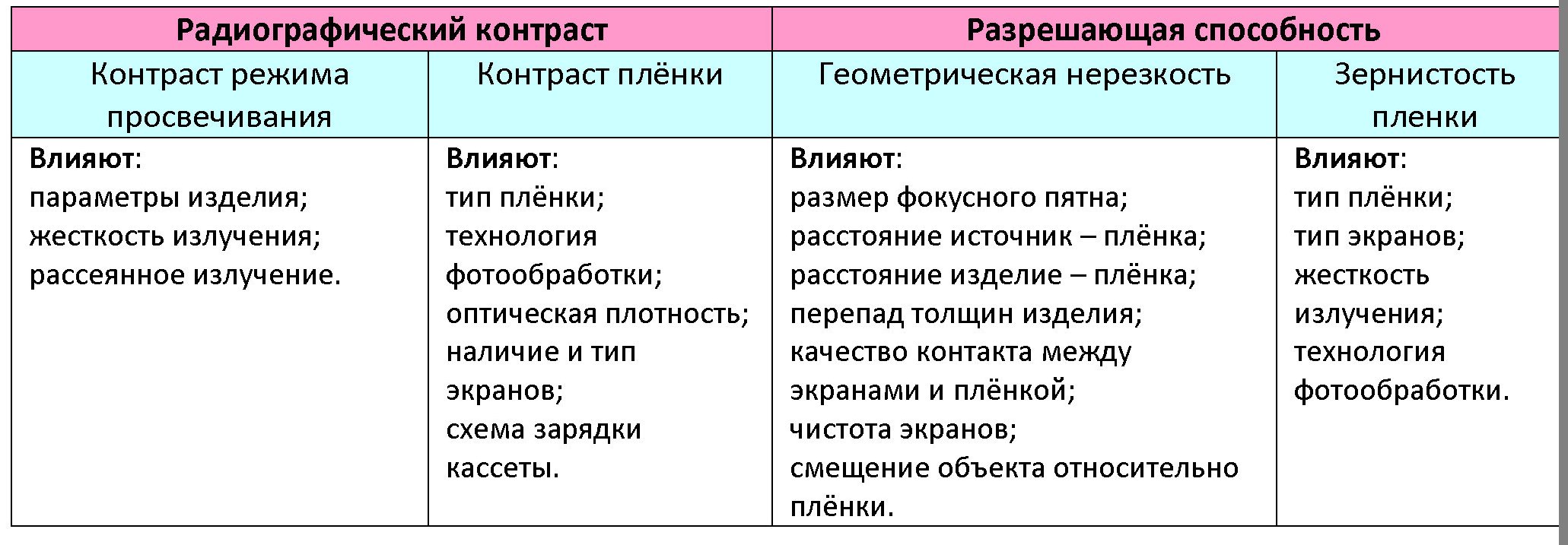
Радиографическому методу контроля подлежат также заготовки, если требуется оценить выпуклость/вогнутость корня шва, а определить это визуально или измерительным оборудованием невозможно.
Таблица 3. От чего зависит точность радиографического метода
Капиллярный контроль. Основным стандартом, регламентирующим эту методику, является ГОСТ 18442-80. Такой контроль основывается на капиллярном проникновении индикаторных жидкостей в полости материала, после чего следы фиксируются визуально или с помощью специального прибора – преобразователя. Обследование сварных швов и ферромагнитных материалов по данной методике осуществляется в тех случаях, если:
- магнитопорошковый способ не допускается использовать для контроля по условиям эксплуатации объекта;
- магнитные характеристики исследуемого предмета и расположение дефектов не позволяют получить необходимую точность при порошковой методике.
Капиллярная методика включает в себя несколько этапов:
- первичная подготовка (очистка) поверхности шва;
- нанесение индицирующей жидкости;
- удаление излишка с поверхности;
- нанесение проявителя;
- оценка качества сварного соединения.
Капиллярный контроль может проводиться не только в лаборатории, но и на местности. По такой методике часто проверяются трубные магистрали: газопроводы, системы централизованного отопления и т. п.
Вихретоковый контроль. ГОСТ Р 55611-2013 определяет его как неразрушающую методику, которая анализирует взаимодействие внешнего электромагнитного поля с вихревыми токами, наведенными в объекте исследования. Контроль осуществляется с помощью преобразователя, состоящего из одной или нескольких катушек индуктивности. В ГОСТ Р 55611-2013 указаны несколько методов вихретокового контроля: фазовый, амплитудный, частотный, импульсный, модуляционный и другие.
Выбор методики осуществляется под конкретные особенности каждого сварного объекта. Такой тип неразрушающего контроля используется при проверке трубопроводов, лопастей, балок, литья и других ответственных металлоконструкций.
- Читайте также









































